




No products available yet
Stay tuned! More products will be shown here as they are added.
En premier lieu, les courroies BRECO® et Brecoflex® avec ou sans revêtement peuvent être usinées mécaniquement pour remplir des fonctions spécifiques.
Des courroies avec un dos plus épais (type “DR”) permettent ainsi d’avoir une plus grande variété d’usinage. II faut cependant noter que les courroies au dos plus épais sont moins flexibles : elles doivent être utilisées avec des poulies d’un plus gros diamètre que les poulies standard. Ensuite, la flexibilité peut être augmentée par des rainures ou des fentes transversales.
Les courroies peuvent également être usinées par jet d’eau. Il est ainsi possible d’obtenir des formes et découpes de haute précision pour les applications spéciales.
|
Pas |
T5 |
T10 – AT10 |
T20 – AT20 |
L |
H |
|
Epaisseur du dos (mm) |
2,2 |
4,5 |
8 |
2,85 |
3,55 |
|
Profondeur max. d’usinage (mm) |
1,2 |
2,5 |
5 |
1,8 |
2,2 |
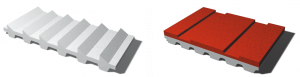
Fraisage du dos dans la largeur de la courroie : |
|
|
|
Les rainures transversales permettent d’augmenter la flexibilité de la courroie. Les rainures fraisées, dans la mesure où elles sont techniquement réalisables, sont également utilisées pour assurer du positionnement ou de l’indexage.
|
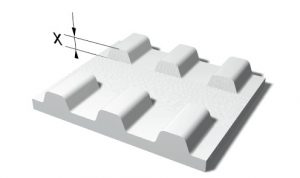
Fraisage du dos dans la longueur de la courroie : |
|
|
|
Les fraisages longitudinaux offrent différentes solutions de guidage indépendamment du pas de la courroie :
La profondeur de la rainure X est à coter à partir du dos de la courroie.
|
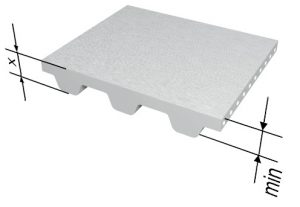
Rectification du dos : |
|
|
|
Les dos des courroies BRECO® et Synchroflex® peuvent être rectifiés. Celui des courroies BRECOFLEX® est rectifié à la production. Cette opération est recommandée pour :
Attention : l’épaisseur totale X doit respecter une épaisseur minimum pour ne pas endommager les câbles.
|
Rectification des bords : |
|
|
|
La rectification des bords permet d’obtenir des courroies avec tolérances de largeur serrées. Ceci est particulièrement adapté aux courroies BRECO® guidées par des rails où des bords rectifiés peuvent être nécessaires.
|
Suppression de dents : |
|
|
|
Des groupes de dents ou des dents isolées peuvent être supprimés. Les dents restantes sont alors utilisées pour obtenir un positionnement précis.
|
Fraisage des dents dans la longueur de la courroie : |
|
|
|
Les courroies BRECO® avec fraisage longitudinal des dents sont souvent réalisées en combinaison avec des zones sans câbles pour faire du transport par aspiration. Nous avons donc de nombreuses possibilités dans ce domaine. La profondeur d’usinage X est calculée à partir de la tête de la dent.
|
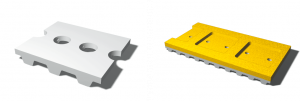
Perçages : |
|
|
|
Les courroies avec perçages sont réalisées à partir de courroies avec zones sans câbles et dont les dents ont été usinées dans la longueur. De plus, elles sont utilisées dans la technique du transport par aspiration dans laquelle nous avons une grande expérience. Il est ainsi possible de transporter des pièces tels que des films très fragiles ou des plaques métalliques d’un mètre carré.
|
Usinage par jet d’eau : |
|
|
|
Différentes formes peuvent être réalisées par découpe par jet d’eau. Ainsi donc, ce procédé permet d’avoir des usinages propres, sans bavures et très précis. |