
EXPLICATIONS TECHNIQUES DES ENTRAÎNEURS SOUDÉS
ENTRAÎNEURS SOUDÉS – MISE EN ŒUVRE
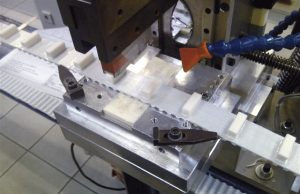
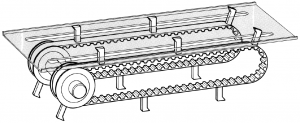
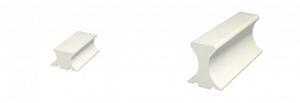
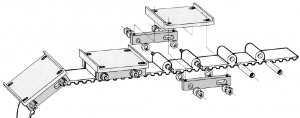
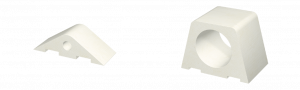
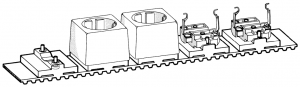
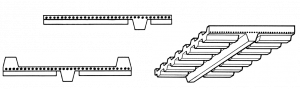
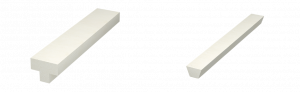
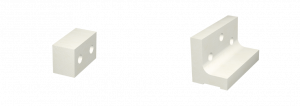
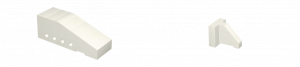
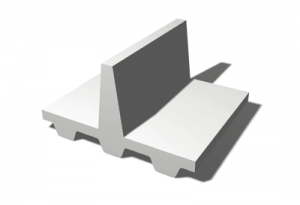
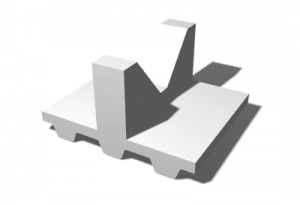
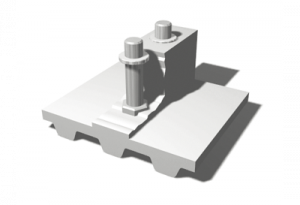
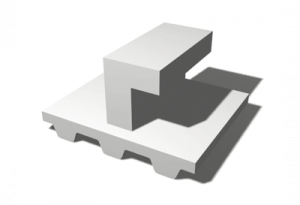
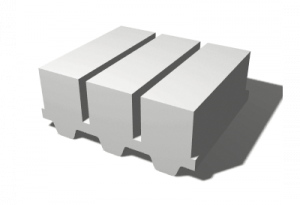
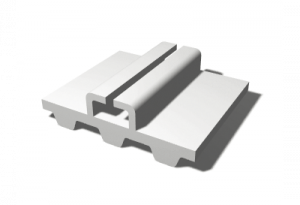
Exemples d’entraîneurs soudés (aussi appelés taquets).
1 / Soudure des entraîneurs
D’abord, les courroies à base de polyuréthanne thermoplastique Breco® soudées (V) et Brecoflex® peuvent être utilisées pour réaliser des courroies à entraîneurs par un procédé de soudure.
Les entraîneurs soudés, selon leur nombre, sont ainsi fixés par procédé manuel ou automatique.
Le bourrelet de soudure est donc de l’ordre de 0,5 à 1 mm d’épaisseur, plus ou moins aplati.
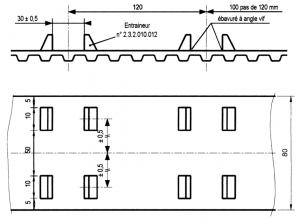
Néanmoins, si le bourrelet est gênant pour l’application, préciser sur les plans ou à la commande “Ébavuré à angle vif”.

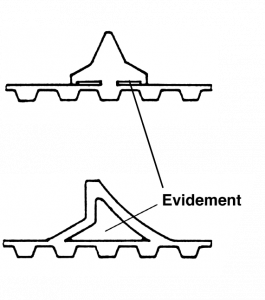
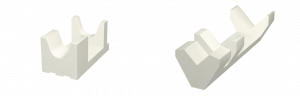
2 / Largeur de la soudure
Par ailleurs, pour garder la souplesse de la courroie lors de son enroulement sur les poulies, les entraîneurs ne sont soudés que dans leur partie centrale avec un point d’appui de chaque côté, ou bien aux deux extrémités avec un évidement central.
 |
 |
 |
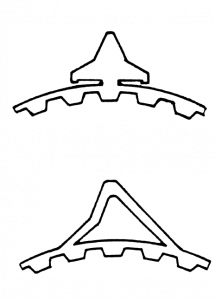
Les entraîneurs nécessitant de grandes surfaces de soudure peuvent être assouplis au moyen de fentes. |
En cas de soudure de profils transversaux sur des courroies de grande largeur, il faut donc tenir compte d’un éventuel “cintrage transversal” (nous consulter).
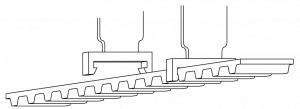
3 / Position et épaisseur des entraîneurs
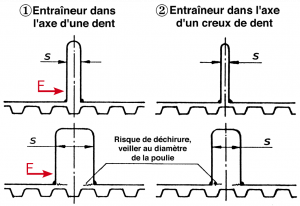
La flexibilité de la courroie dentée peut être modifiée par la position de l’entraîneur soudé selon qu’il est aligné sur une dent ou un creux de dent. C’est pourquoi, la première solution doit être préférée.
En règle générale, l’épaisseur S des entraîneurs soudés doit être choisie aussi faible que possible. Dans le tableau ci-dessous sont indiquées les épaisseurs maximales d’entraîneur S en fonction du nombre de dents de la poulie et de la position de l’entraîneur par rapport à la dent.
F : effort nominal admissible à la base du profil. 20 daN/cm2 sur la section de la soudure.
Epaisseur Smaxi en fonction du nombre de dents de la poulie et du type de courroie (valeurs établies sur la base d’entraîneurs de dureté 92 Sh).
|
18 |
20 |
25 |
30 |
40 |
50 |
60 |
100 |
|||||||||
|
① |
② |
① |
② |
① |
② |
① |
② |
① |
② |
① |
② |
① |
② |
① |
② |
|
|
T2,5 |
3 |
2 |
3 |
2 |
3 |
2 |
4 |
2 |
5 |
3 |
5 |
4 |
6 |
6 |
||
|
AT3 |
3 |
2 |
4 |
2 |
5 |
3 |
6 |
3 |
8 |
4 |
9 |
6 |
10 |
8 |
||
|
T5 |
4 |
2 |
5 |
2 |
6 |
2 |
6 |
3 |
8 |
4 |
9 |
6 |
10 |
8 |
12 |
10 |
|
T10 |
7 |
3 |
8 |
3 |
9 |
4 |
10 |
4 |
12 |
6 |
14 |
9 |
15 |
12 |
20 |
20 |
|
T20 |
11 |
4 |
12 |
5 |
13 |
5 |
15 |
6 |
18 |
8 |
20 |
12 |
23 |
20 |
30 |
30 |
|
AT5 |
4 |
2 |
5 |
2 |
6 |
2 |
6 |
3 |
8 |
4 |
9 |
6 |
10 |
8 |
12 |
10 |
AT10 |
7 |
3 |
8 |
3 |
9 |
4 |
10 |
4 |
12 |
6 |
14 |
9 |
15 |
12 |
20 |
20 |
|
AT15 |
11 |
4 |
12 |
5 |
15 |
7 |
17 |
10 |
19 |
16 |
25 |
25 |
||||
|
SFAT10* |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
20 |
||||||||
|
BATK10* |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
20 |
||||||||
|
SFAT15* |
8 |
9 |
10 |
11 |
13 |
15 |
16 |
25 |
||||||||
|
AT20 |
11 |
4 |
12 |
5 |
13 |
5 |
15 |
6 |
18 |
8 |
20 |
12 |
23 |
20 |
30 |
30 |
|
SFAT20* |
10 |
11 |
12 |
13 |
15 |
18 |
20 |
20 |
||||||||
|
MXL |
2 |
1 |
2,5 |
1 |
2,5 |
1,5 |
3,5 |
1,5 |
4 |
2 |
4,5 |
3 |
5 |
5 |
||
|
XL |
4 |
2 |
5 |
2 |
6 |
2 |
6 |
3 |
8 |
4 |
9 |
6 |
10 |
8 |
12 |
10 |
|
L |
5 |
3 |
6 |
3 |
7 |
3 |
8 |
4 |
10 |
5 |
12 |
7 |
13 |
10 |
16 |
16 |
|
H |
7 |
4 |
8 |
4 |
9 |
5 |
10 |
6 |
12 |
7 |
14 |
10 |
15 |
12 |
20 |
20 |
|
XH |
12 |
4 |
13 |
5 |
14 |
5 |
15 |
6 |
18 |
8 |
20 |
12 |
23 |
20 |
30 |
30 |
* Ces courroies possèdent des dentures décalées ou en arc de cercle ; la valeur de Smaxi est la même quelque soit l’endroit où l’entraîneur est soudé.
4 / Tolérances de fabrication
4.1 Tolérance de positionnement sur la courroie
Les entraîneurs sont généralement positionnés par rapport à une dent.
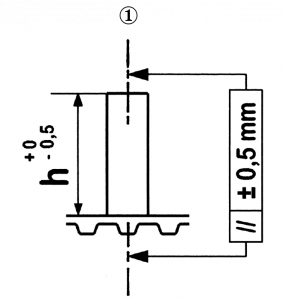
La précision standard est de ±0,5 mm entre l’axe d’une dent et l’axe ① ou le bord de référence ② d’un entraîneur.
 |
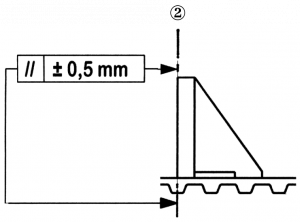 |
La tolérance de positionnement en largeur est de ± 0,5 mm par rapport à l’axe médian de la courroie ou d’un bord de la courroie.
La tolérance de hauteur de l’entraîneur est de 0 – 0,5 mm (nota : les plans d’entraîneurs sont toujours cotés en position soudée).
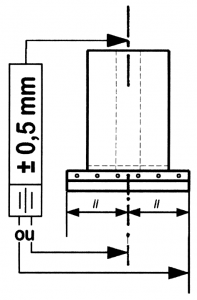
Un entraîneur livré séparément est donc plus grand de 0,4 à 0,7 mm pour tenir compte de la réduction de hauteur à la soudure.
Des tolérances plus étroites peuvent être obtenues au moyen d’un usinage complémentaire ou d’un procédé de soudure particulier (nous consulter).
4.2 Tolérance de perpendicularité et de parallélisme
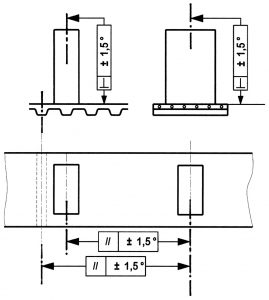
Les tolérances de perpendicularité et de parallélisme sont de l’ordre de ±1,5°, tout comme les tolérances pour un angle différent de 90°.
4.3 Tolérance de positionnement des entraîneurs
Les entraîneurs étant positionnés par rapport à une dent, les erreurs ne sont pas cumulées. Toutefois, il faut tenir compte de la tolérance de la longueur de la courroie et éventuellement de l’allongement élastique sous effort de prétension (Fpt).
Lorsque les entraîneurs ne peuvent pas être positionnés par rapport à une dent, il convient de faire un plan précis et de nous consulter.
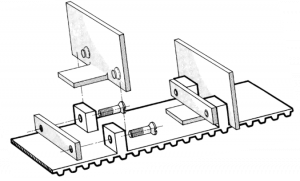
4.4 Tolérance d’un groupe d’entraîneurs entre eux
Des outillages de positionnement de soudure sont nécessaires lorsque le transport et le positionnement nécessitent la grande précision d’un groupe d’entraîneurs. Il convient de nous consulter avec un plan précis tolérancé.
Exemple :
Nous vous proposerons les tolérances que nous saurons garantir en fonction de nos possibilités de réalisation.
5 / Entraîneurs
Dans ces conditions, la réalisation des entraîneurs soudés est tributaire de leur nombre et de leur complexité géométrique :
- Entraîneur simple ou complexe et en grande quantité : fabrication par moulage
- Entraîneur simple et petite quantité : fabrication par usinage ou découpe par jet d’eau d’un bloc de polyuréthanne.
Il est également possible de réaliser des entraîneurs par moulage sur les courroies Synchroflex®. Ce procédé est donc le plus fiable car il apporte une très bonne tenue du taquet. Cependant il ne peut être mis en œuvre que pour des quantités importantes car il nécessite l’investissement dans un moule complet.
Nous vous invitons à consulter nos services commerciaux pour connaître nos possibilités avant la création d’un nouveau taquet : nous possédons en effet une bibliothèque de plus de 3000 modèles différents en ligne sur notre site et nous en créons régulièrement de nouveaux à la demande de nos clients.
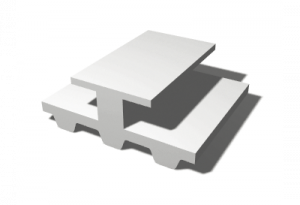
5.1 Entraîneurs extra plats

Entraîneurs armés ou non de fibre de verre.
Par exemple : transport de produits cosmétiques, d’hygiène, ultra légers, disquettes.
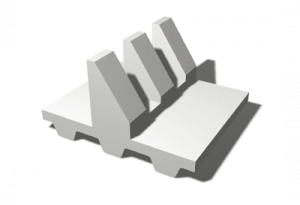
5.2 Entraîneurs géométriques simples
Entraîneurs pouvant être recoupés pour transport courant.
Par exemple : transport léger sur glissière.
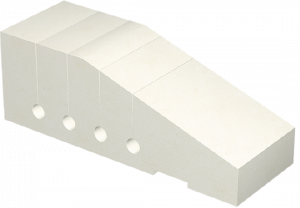
5.3 Entraîneurs supports
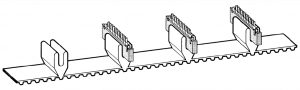
Entraîneurs ayant une géométrie adaptée aux pièces à convoyer.
Par exemple : convoyage de connecteurs.

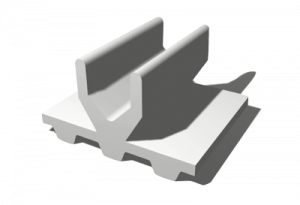
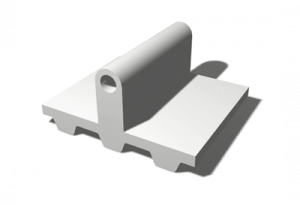
5.4 Entraîneurs à profil de pincement
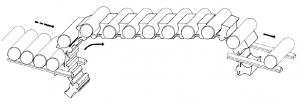
Entraîneurs ayant un rayon adapté au cylindre à transporter.
Par exemple : profil préhenseur, maintien par pincement
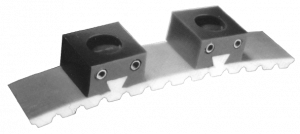
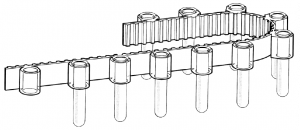
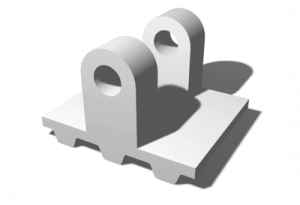
5.5 Entraîneurs pour supports d’axes
Entraîneurs recevant des axes ou des douilles.
Par exemple : transport avec support métallique.
5.6 Entraîneurs avec inserts
Inserts lisses pour centrage, taraudés ou filetés pour fixation.
Par exemple : assemblage de prises de courant.

5.7 Profils longitudinaux de guidage
Toutes les courroies peuvent donc être équipées d’un entraîneur longitudinal. Les profils K6 et K13 peuvent être rapportés en principe sur tout type de courroies.
Par exemple : TK-ATK non fendu pour guidage sur poulies à gorges ou glissières profilées.
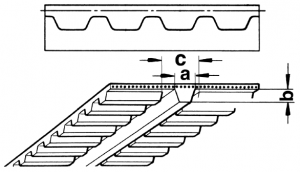 |
Profils trapézoïdaux continus fixés par usinage et soudure : | ||
| K6 | K13 | ||
| a | 6 | 13 | |
| b | 4 | 16.5 | |
| c | 12 | 20 | |
Diamètre d’enroulement :
|
PAS |
Nombre de dents Z minimum |
Galets sur le dos |
|
TK5K6 |
25 |
60 |
|
ATK5K6 |
25 |
60 |
|
TK10K6 |
20 |
60 |
|
TK10K13 |
25 |
120 |
|
ATK10K6 |
20 |
120 |
|
ATK10K13 |
25 |
120 |
|
TK20K13 |
15 |
180 |
|
ATK20K13 |
25 |
180 |
|
HKk13 |
20 |
120 |
|
FK2K6 |
Ø 60 |
60 |
|
FK2K13 |
Ø 80 |
120 |
5.8 Entraîneurs à profils d’assemblage par emboîtement
Profils à queue d’arronde ou en T pour le montage/démontage d’empreintes spécifiques.
Par exemple : empreintes en polyéthylène interchangeables rapidement.
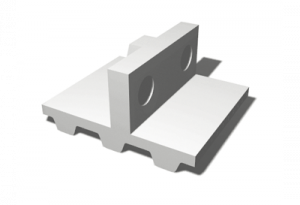
5.9 Entraîneurs avec trous de fixation
Profils pour la fixation de pièces métalliques complémentaires.
Par exemple : convoyage lourd sur glissières polyamides.
5.10 Entraîneurs à profils d’appui
Entraîneurs avec ou sans insert, simples ou avec une grande surface de soudure et fentes d’assouplissement.
5.11 Entraîneurs spécifiques à une fonction
Nous développons les entraîneurs adaptés à votre fonction.
Par exemple : profil destiné à recevoir des éprouvettes d’analyse.
5.12 Entraîneurs à enclipser
Entraîneurs non soudés.
Modèles spécifiques créés pour chaque application.

5.13 Quelques autres exemples
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
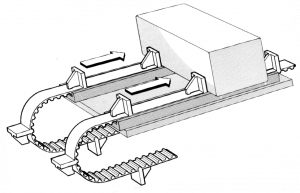
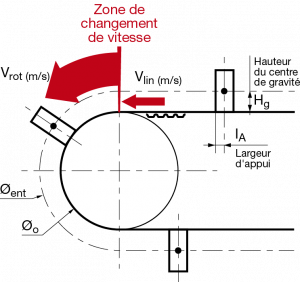
6 / Fonctionnement statique et dynamique des entraîneurs pour courroies ATN
Les caractéristiques des noix de fixation indiquées précédemment sont donc indispensables pour la détermination des efforts admissibles sur les entraînements. Toutefois, lors de l’étude il faut tenir compte des efforts dynamiques qui se produisent lors des phases d’accélération et lors du passage de la vitesse linéaire à la vitesse circonférentielle sur la poulie (Vlin vers Vrot).
Nos services techniques peuvent donc vous conseiller utilement pour la détermination de la taille des entraîneurs en fonction d’abaques dont nous disposons.

Maintenance des courroies de convoyage dans l’industrie à moindre coût
