
EXPLICATIONS TECHNIQUES DES TRANSMISSIONS SYNCHRONES
COURROIES DENTÉES
En premier lieu, de par sa fiabilité et son faible coût la transmission de mouvement par courroie est un élément essentiel dans la conception de mécanismes par transmissions synchrones.
En effet, les courroies dentées de BINDER magnetic sont composées de polymères et d’armatures haute résistance qui leurs confèrent des propriétés mécaniques pouvant s’adapter à toutes applications industrielles.
Propriétés mécaniques principales :
– entraînement synchronisé
– longueur constante, sans allongement
– faible niveau sonore (utilisation d’un revêtement polyamide côté denture, PAZ)
– résistance à l’abrasion
– sans entretien
– flexibilité très importante (améliorée par l’emploi de câbles haute flexibilité)
– vitesse maximum jusqu’à 80 m/s
– position angulaire précise
– faible encombrement
– rapport puissance/poids favorable
-faible prétension, faible charge sur le palier par rapport à d’autres technologies
– possibilité d’entraxes importants
– possibilité de rapports de transmission importants
– rendement élevé pouvant aller jusqu’à 98%
En conséquence, plusieurs données interviennent dans le choix et la détermination d’une courroie, telles que profil de denture, armature, matière, domaine d’application.
1 / Force transmissible par la denture :
| Répartition de la charge | Répartition des contraintes | |
 |
La force transmissible par la denture dépend de la vitesse de rotation et de la valeur de charge maximale que chaque dent peut ainsi transmettre en fonctionnement continu. C’est pourquoi les diagrammes l’indiquent pour chaque type de courroie dentée sur les pages de chaque courroie. Une courroie dentée est correctement dimensionnée si la force transmissible par les dents n´est pas dépassée. Du reste, il est généralement inutile d´ajouter un coefficient de sécurité, voir le chapitre “Coefficient de Sécurité”. |
|
Les efforts sont d’autant mieux répartis que le nombre de dents en prise sur la poulie dentée est important. En ce qui concerne les calculs, nous devons prendre les nombres de dents maximum suivants :
– Courroies CONTI ® SYNCHROCHAIN, CONTI ® SYNCHROFORCE, CONTI ® SYNCHROTWIN et BRECO ® soudées (V) : 6 dents maximum
– Les courroies CONTI ® SYNCHRODRIVE, SYNCHROFLEX ® et BRECOFLEX ® : 12 dents maximum
– Courroies SYNCHROFLEX ® GEN III : 16 dents maximum
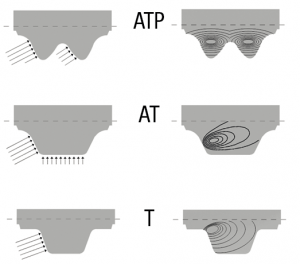
2 / Les profils de denture :
Différentes types de profils sont disponibles selon la courroie choisie :
Le profil T : profil d’ancienne génération qui n’est plus adapté à la transmission de puissance. Il trouve encore sa place dans le transport et le convoyage à faible charge notamment grâce aux diamètres d’enroulements faibles.
![]()
Profil AT : profil standard adapté aux passages de puissance et transfert de charge lourde. En effet, il favorise la précision de synchronisation et le positionnement.
![]()
Le profil ATP : profil de nouvelle génération adapté à la transmission de forte puissance. Il peut aussi allier précision dans le positionnement et jeu nul à l’inversion de sens.
![]()
Profil HTD : principalement adapté au passage de puissance basique ne nécessitant donc pas de précision de positionnement.
![]()
Le profil STD : évolution du profil HTD qui confère ainsi un meilleur engrènement et un niveau sonore réduit.
![]()
Profil CTD : le profil CTD est adapté aux passages de puissance très élevés et aussi aux contraintes dynamiques extrêmes.
![]()
3 / Coefficient de sécurité sur la denture :
La formule de détermination de la largeur ne prend pas en compte le coefficient de sécurité. En général, si le calcul de largeur a été réalisé avec des couples de pointe parfaitement connus, il n’y a pas lieu de le prévoir. Une vérification sur la résistance du câble est également à mener.
Ensuite dans le doute, il convient de tenir compte du couple de pointe ou d’un surcouple “accidentel” que la courroie peut être amenée à transmettre.
Suivant d’autres paramètres tels que le couple de freinage, les irrégularités dynamiques et les inerties sont nécessaires à la détermination :
– Les freinages peuvent éventuellement dépasser la charge résultant de l’utilisation nominale ou des conditions de démarrage.
– Des oscillations et des surcharges ponctuelles peuvent aussi s’additionner à la charge nominale appliquée au brin tendu.
– Des masses centrifuges ou des masses d’inertie influencent généralement la régularité de l’entraînement. Il faut notamment prendre en considération ces éléments si les masses d’inertie apportent une charge supplémentaire à la courroie.
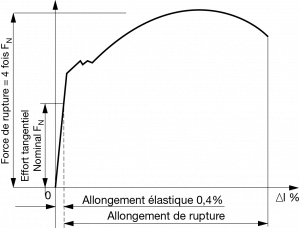
4 / Force transmissible par l’armature F N :
![]()
En somme, la courroie dentée est correctement dimensionnée si la valeur maximale autorisée de traction des câbles n’est pas dépassée. Les valeurs indiquées ainsi dans les tableaux pour F N correspondent à une limite de charge constante sur l’armature.
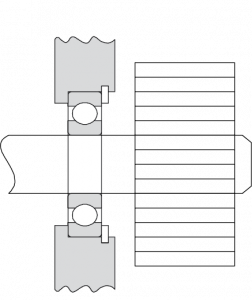
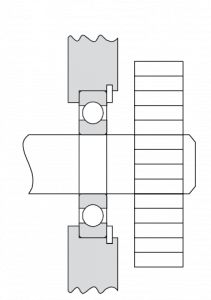
5 / Contrainte d’enroulement :
| Configuration d’entraînement sans contre-flexion | Configuration d’entraînement avec contre-flexion |
 |
 |
Pour garantir ainsi un fonctionnement correct, nous recommandons un nombre de dents minimal et un diamètre d’enroulement minimal selon le type de courroies.
Remarque :
La configuration des courroies dentées “avec contreflexion” (par exemple par galet tendeur) impose généralement un nombre de dents et un diamètre minimal plus importants.
6 / Force de prétension :
 |
La force de prétension F pt a pour rôle de garantir une tension minimale en fonctionnement dans le brin mou, pour assurer un engrènement correct des dents sur les poulies. La force de prétension à appliquer dans le brin dépend de la force tangentielle maximale F N, de la longueur de la courroie L B (Nombre de dents Z B ) et de la configuration de l’entraînement. Les paliers doivent être dimensionnés pour supporter F w . |
Conséquences d’une prétension inadaptée :
Prétension insuffisante :
– La denture du brin mou monte sur la denture de la poulie entraînée et provoque des sauts de dents,
– Usure des bords par frottement lors de l’engrènement,
– Rupture par allongement excessif suite à une “montée” complète sur la denture ou les flasques.
Prétension excessive :
– Surcharge des paliers,
– Réduction de la puissance transmissible,
– Bruit excessif
– Désalignement possible des axes,
– Usure prématurée des dentures.
Solution : mesure avec le contrôleur de tension SM5
Il est impératif d’appliquer la bonne prétension à la courroie pour qu’elle ne se détériore pas prématurément. L’appareil de mesure de tension de courroie SM5 de BINDER magnetic permet de mesurer la fréquence propre d’un brin de courroie à l’arrêt entré en résonance.
7 / Les polymères :
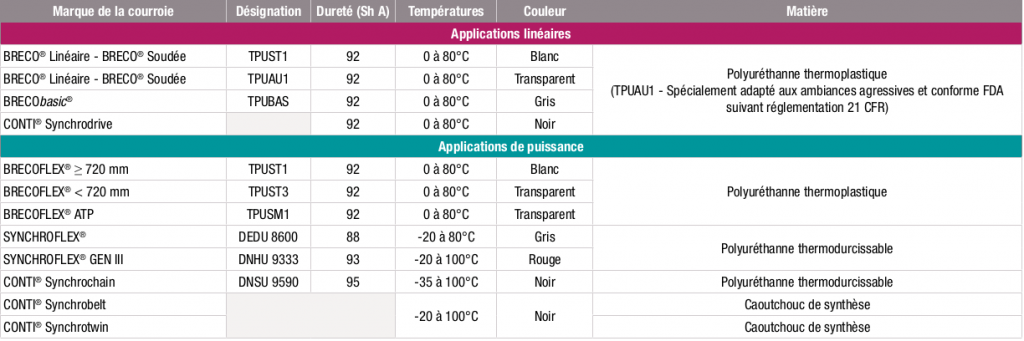
7.1 Qualités des polymères standard :
7.2 Réalisation de courroies en polyuréthanes spéciaux :
Pour les courroies BRECO ® linéaires (M), BRECO ® soudées (V) et BRECOFLEX ® .
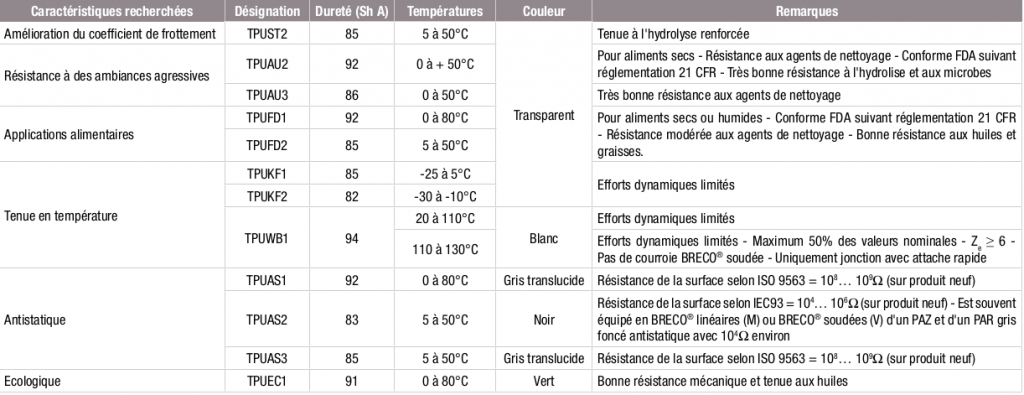
Ces polyuréthanes ne sont pas utilisables pour tous les types de courroies (nous consulter).
Pour les courroies SYNCHROFLEX ®

7.3 Réalisation de courroies en polypropylène :
![]()
7.4 BRECOgreen ®:
|
Cette courroie est réalisée en partie en polyuréthane écologique issu de matières premières renouvelables. – Caractéristiques mécaniques du polyuréthanne identiques au standard – Réalisable dans toutes les versions :
° Avec taquets ° Avec revêtements – Jonctionnable par collage ou soudure |
 |
8 / Influence sur les poulies :
La sélection d’une courroie haute performance de BINDER magnetic est la solution pour :
– réduire l’inertie
– également réduire l’encombrement, donc le coût
– réduire le moment de flexion (meilleur parallélisme des axes)
– améliorer le rendement.
| Solution standard | Solution haute performance |
 |
 |
9 / Armature des courroies :
Avant tout, chaque type de courroie possède une armature qui lui confère des caractéristiques mécaniques bien définies. Grâce à cette armature les courroies conservent une élasticité sans allongement.
Une armature est donc comparable à un ressort régi selon une déformation sous contrainte. De sorte que, l’armature se déforme proportionnellement dans la phase d’élasticité sous l’effort en suivant la loi de Hooke.
9.1 Armature des courroies en polyuréthane (PU)
Les courroies PU standard sont armées de câbles en acier zingué. Grâce à ces câbles, les courroies conservent leur stabilité de longueur. Toutefois, comme tout métal, l’acier se déforme sous l’effort en suivant la loi de Hooke. Cette loi décrit les déformations sous effort dans la phase d’élasticité. La valeur de l’effort F N (force nominale maximum admissible) est mentionnée pour chaque pas sur les pages des profils. L’allongement de la courroie sera proportionnel à l’effort dans le brin.
Loi de Hooke :
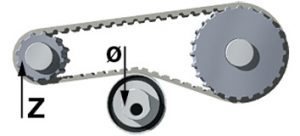
Conception bifilaire Z + S
| Elle est réalisée en torsade opposée ce qui lui permet de limiter la poussée de la courroie sur les flasques, d’où un meilleur rendement et une moindre usure des bords. | 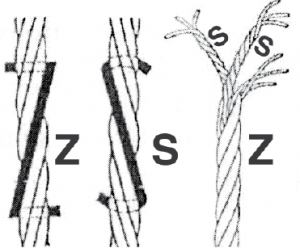 |
Armature des courroies SYNCHROFLEX ® et BRECOFLEX ®
Ces courroies, obtenues par extrusion ou moulage “sans fin”, sont équipées de câbles d’armature continus. Deux possibilités :
– Mono-filaire (un câble par courroie) : c’est le cas des courroies SYNCHROFLEX ® standard et BRECOFLEX ® jusqu’à 710 mm.
–Bi-filaire Z + S en torsade opposée (2 câbles par courroie) : cette amélioration est déjà effective sur la plupart des courroies BRECOFLEX ® à partir de 710 mm de longueur et sur toutes les courroies SYNCHROFLEX ® GEN III. Sur ces dernières, il a été possible d’augmenter le nombre de câbles. En conséquence l’effort tangentiel transmissible (F t ) est augmenté de l’ordre de 45% pour les SYNCHROFLEX ® GEN III.
Armature des courroies BRECO ® linéaires (M) et BRECO ® soudées (V)
Des câbles d’armature parallèles équipent ces courroies, obtenues par extrusion linéaire.
9.2 Câbles d’armature spéciaux :
– Le câble en acier zingué haute flexibilité (E).
 |
 |
| Câble standard (ST) | Câble haute flexibilité (E) |
Pour une armature câbles haute flexibilité E, la section de traction est répartie sur un nombre sensiblement plus élevé de brins plus fins, ce qui réduit d ́autant les contraintes de flexion. L’avantage présenté par le câble de traction E est une meilleure tenue aux flexions alternées.
En particulier pour les entraînements multi-axes où les contre-flexions sont plus fréquentes, les courroies dentées avec câbles de traction E doivent être utilisées.
– Câble en acier renforcé
– Le câble en acier inoxydable : ce câble transmet un peu moins d’effort que le câble acier normal mais résiste bien aux agressions chimiques.
– Câble en fibre aramide : ce câble résiste bien à certains agents chimiques mais la nature de cette fibre présente l’inconvénient de fluer dans le temps. Par contre, elle ne convient pas aux efforts dynamiques.
L’utilisation de ces 3 derniers câbles d’armature spéciaux confère ainsi aux courroies différentes caractéristiques mécaniques et élastiques. Nous sommes donc à votre disposition pour choisir une variante spécifique.
9.3 Armature des courroies CONTI ® SYNCHROBELT et des courroies CONTI ® SYNCHROCHAIN :
Les courroies CONTI ® SYNCHROFORCE ainsi que les courroies CXP sont armées d’une armature en fibres de verre torsadées alors que les courroies CXA et CONTI ® SYNCHROCHAIN sont armées d’une armature en fibres d’aramide. Les courroies CONTI ® SYNCHROCHAIN carbone sont armées d’une armature carbone.
10 / Conditions de service :
Différents paramètres de service sont à respecter pour transmettre un couple dans de bonnes conditions de durée de vie, de niveau sonore, de charge de palier, de jeu angulaire par exemple :
– Ambiance propre – Température ambiante.
– Bonne qualité de poulie – Respect des diamètres mini.
– Bonne prétension
Enfin, pour un montage à entraxe fixe, il faut des courroies à tolérance de longueur plus serrée et des usinages mécaniques plus précis (une consultation de nos services techniques s’impose).
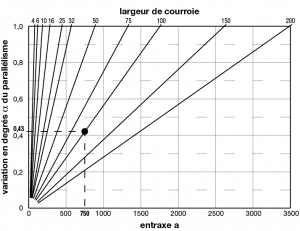
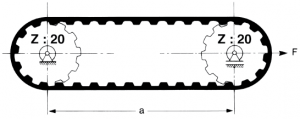
11 / Parallélisme des axes :
 |
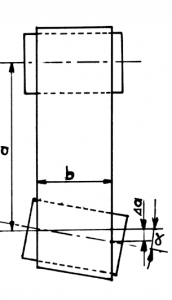 |
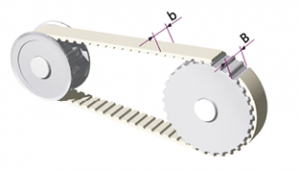
Pour éviter un effort latéral sur les flasques de guidage, l’écart angulaire “a” entre deux arbres doit être d’autant plus faible que la largeur “b” de la courroie est grande et l’entraxe court (se référer au diagramme ci-dessus et ne dépasser en aucun cas ±1°).
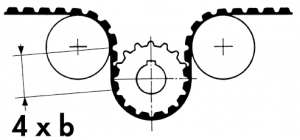 |
Du reste, nous recommandons de respecter si possible le rapport de 1 à 4 entre la largeur “b” de la courroie et la longueur du brin entre deux poulies ou galets de renvoi. |
Un désalignement des axes des poulies génère une force de poussée latérale de la courroie sur les flasques qui induit l’usure du bord de la courroie et par conséquent le déséquilibre de la répartition des charges.
12 / Niveau sonore d’une transmission :
Le niveau sonore d’une transmission dépend de nombreux paramètres, notamment : la prétension, la vitesse, l’état de surface des poulies, la qualité de taillage, la dureté du PU, etc. Pour réduire le bruit nous disposons donc des profils SFAT – ATP – BATK10 (consulter nos services techniques).
13 / Alignement des poulies – Guidage :
Tout d’abord, le guidage des courroies est un élément fondamental du bon fonctionnement de la transmission. Il s’agit ainsi d’obtenir des efforts latéraux minimaux, et de réduire les pertes dues au frottement.
 |
Veiller particulièrement à l’alignement des poulies ainsi qu’à la longueur des brins qui précèdent le guidage des courroies. L’aspect économique doit être pris en compte, car les flasques sont plus avantageux pour les petites poulies que pour les grandes poulies. |
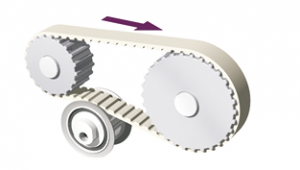 |
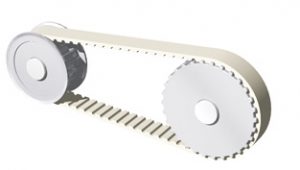
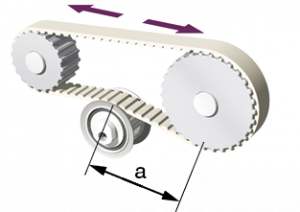
Le guidage des courroies peut être reporté sur un ou des galets. Lorsqu’un galet tendeur flasqué est utilisé il faut le placer de manière à obtenir un brin de courroie aussi long que possible avant le guidage (le galet tendeur doit de préférence être placé sur le brin mou). |
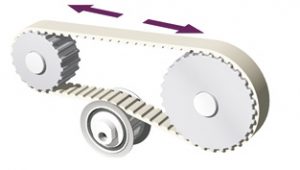 |
Si le sens de rotation change, le galet tendeur doit de préférence être placé au milieu du brin de la courroie. Par ailleurs, éviter les brins trop courts avant le guidage et ce pour éviter une contrainte latérale sur la courroie. |
 |
Pour une largeur “b” de courroie, on affectera une largeur “B” de poulie flasquée, pour garantir un jeu latéral suffisant. Dans certains cas particuliers, par exemple pour des courroies de grandes longueurs ou pour des axes verticaux, il peut être nécessaire de prévoir plus de deux poulies flasquées. |
 |
En général toutes les longueurs de brins de la courroie doivent respecter 4 fois la largeur de la courroie. a=4b |
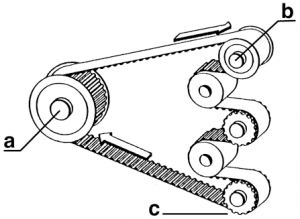 |
Pour les axes multiples, en cas de sens unique de rotation, il suffit de flasquer 2 poulies (a et b). Il est donc recommandé de prendre des courroies avec une armature bifilaire pour limiter la pression sur les flasques. |
Alignement
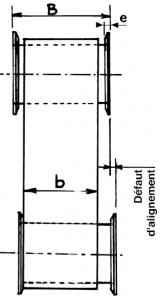 |
En ce qui concerne le défaut d’alignement, il ne doit pas être supérieur à la valeur : (B-2e) – (bmax+1 mm) |
14 / Méthode de contrôle des tolérances de longueur des courroies :
Méthode de contrôle
Les mesures sont faites selon DIN 7721 sur un banc avec 2 poulies “étalons” qui sont écartées avec une force F dite “charge de mesure”.
Processus de mesure : pour mesurer la longueur effective d’une courroie celle-ci doit avoir effectué au moins deux rotations complètes de sorte qu’elle soit correctement placée et que la “charge de mesure” soit également répartie entre les deux brins de la courroie.
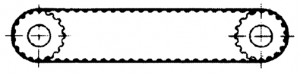
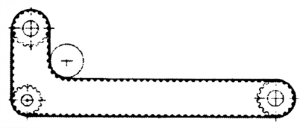
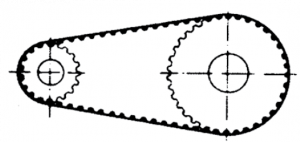
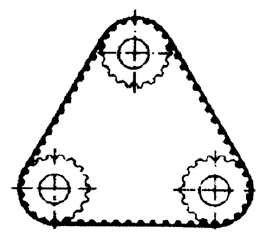
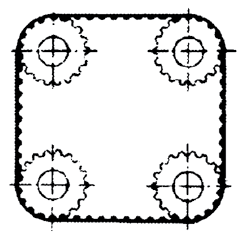
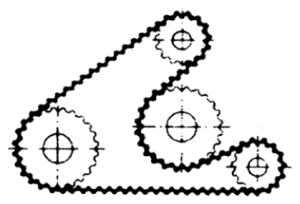
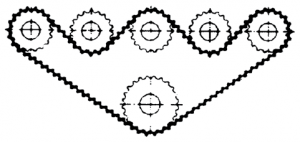
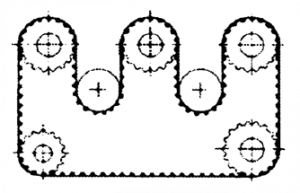
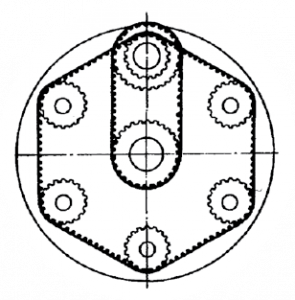
15 / Exemples d’utilisation :
Mouvements de rotation
 |
 |
 |
 |
 |
 |
 |
 |
 |
Mouvements linéaires
| Crémaillère fixée à plat sur un support (collage ou bridage). ATTENTION : POULIE À TAILLAGE SPECIAL. |  |
| Poulies avec un grand nombre de dents en prise. Peu d’allongement de la courroie mobile, qui vient s’imbriquer dans la courroie fixée par collage ou bridage. |  |
| Moteur fixe et courroie tournant en permanence. Un frein arrête la poulie en rotation, ce qui provoque ainsi le mouvement linéaire dans un sens. Le retour se fait par une force linéaire extérieure. | 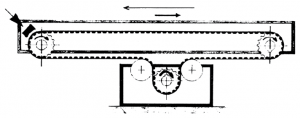 |

Maintenance des courroies de convoyage dans l’industrie à moindre coût
